
- Home
- Services
- Thermal Spray Coating
Services
Thermal Spray Coating
WWG Engineering’s Core Competency consists of a series of Surface Modification Technologies. Among its surface engineering solutions ecosystem, Thermal Spraying Coating processes are an important part of the overall success formula.
The most critical part of Thermal Spray Coating applications actually lies on the “operating conditions”. What are customers’ expectations, to either restore the machinery and component’s dimensions, temporary fix or they want to improve surface properties, functionality and upgrade performance and service life via correct selection of appropriate materials with the exact right chemistry.

Thermal Spray Coating
WWG Engineering’s Core Competency consists of a series of Surface Modification Technologies. Among its surface engineering solutions ecosystem, Thermal Spraying Coating processes are an important part of the overall success formula.
The most critical part of Thermal Spray Coating applications actually lies on the “operating conditions”. What are customers’ expectations, to either restore the machinery and component’s dimensions, temporary fix or they want to improve surface properties, functionality and upgrade performance and service life via correct selection of appropriate materials with the exact right chemistry.
WWG Engineering can engineer the most suitable surface or coating to match functionality or improve the performance of a component in a specific environment. Our on-going research and development is mainly “applied oriented” in the area of new processes, materials and identifying new specific applications, that are able to generate unsurpassed benefits to our customers machinery operations. As industrial leader, we want to match or meet beyond our customers’ expectations.
What Exactly is Thermal Spraying Coating?
Thermal energy is referring to energy contained within a system that is responsible for its temperature, where “heat” is the flow of thermal energy.
It is obvious that, Thermal Spraying Coating got to refer to spraying of coating materials utilising certain “thermal” energy or “heat source”.
Also, atomisation via compressed air or creation of appropriate pressurised spray jet velocity to allow certain particle speeds to be achievable, in various spraying processes.
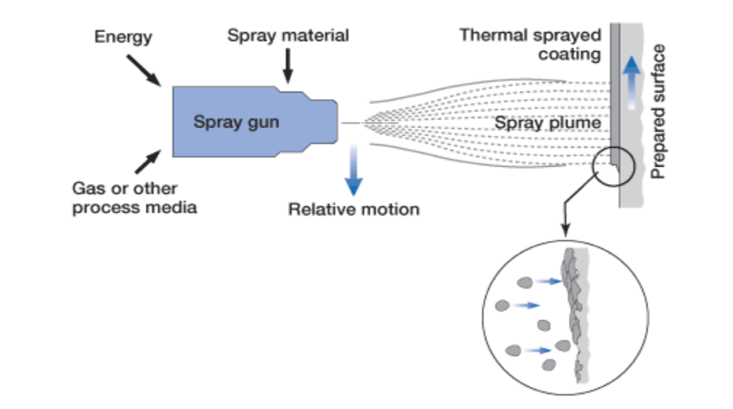
Hence, Thermal Spraying is typically referring to spraying of finely divided molten or semi-molten droplets (and… plastic-deformable particles, in recent years), perhaps at a rate of a million particles per second, building up a coating under certain velocity that is able to create certain desirable impact. ... At the substrate surface, the particles form 'splats' or 'platelets' or plasticly deformed particles creating lamellar interlocking microstructure, building up the coating, undergoing rapid cooling and solidification. The surfacing material may be in the form of powder, rod, cord, or wire, which has been clearly defined by the ASM.
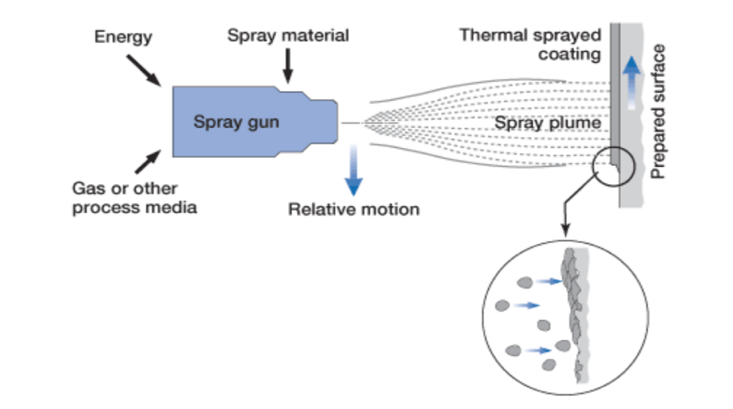
Figure : As per definition by WEBSULZER, a Thermal Spray Gun may require various energy or heat source, and different form of materials, depending on the Spray Process.
- Wire Metallizing (Flame Wire Spray)
- Electric Arc Spray
- Flame Powder Spray
- Rokide Ceramics Spray
- Plasma Spray
- HVOF Coating
- Cold Spray
1. Wire Metallizing (Flame Wire Spray)
Commonly, Wire Metallizing is also called Flame Wire Spray or Combustion Wire Metallizing.
In WWG Engineering, we simply called this process as “Wire Spray”…. And in the general industrial terminology, it is called “Metal Spray”.
In our case, Wire Metallizing is more treatedlike an “entry level” thermal spraying process. All our spraying engineers and technicians will understudy, learn how to master this entry level wire spraying process before they get onto the next process. It is an entry level also because of its affordability. In summary, the investment cost is very low, easy to set up, very mobile, more friendly spraying parameters and easy to train operators.
Wire Metallizing is normally ranking the lowest among the thermal Spray Coating series because of the coating layer characteristics and industrial application demand and general perceptions. Having saying that, it is not so appropriate to describe as offering application on less mission-critical works, for example, general dimensional restoration and anti-corrosion coatings etc, the functionality expectation could be quite demanding too.
In general industrial applications, wire metallizing can actually demonstrate all the necessary characteristics, such as good wear resistance because moderately oxidized coating actually demonstrating higher hardness. Its higher porosity is good for oil retention and improved wear resistant. Appropriate sealant is crucial when comes to anti-corrosion applications.
It is obvious that, any metallic materials that can be made into a wire form could be applied in the Wire Metallizing process.
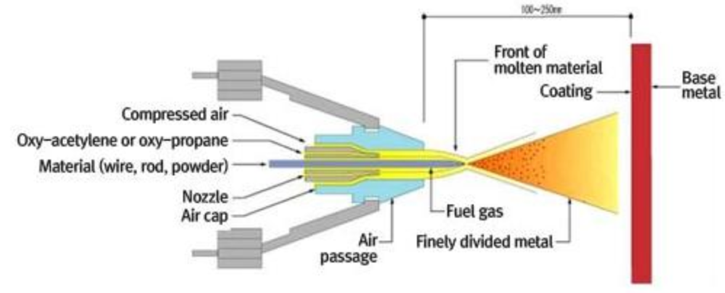
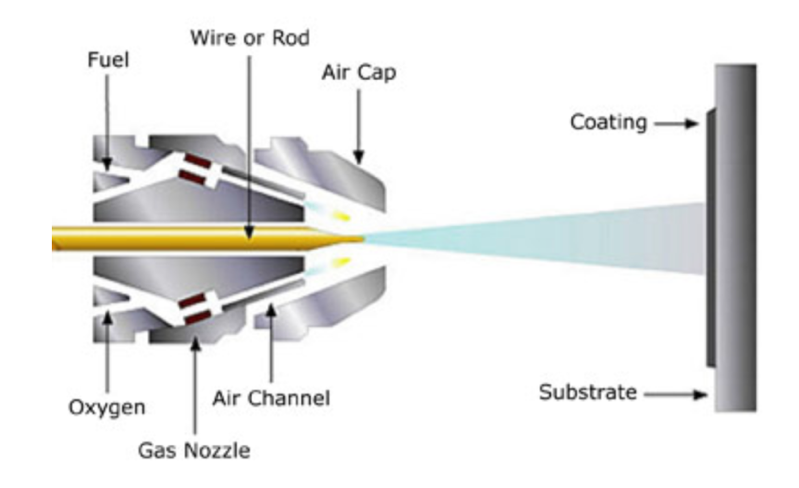
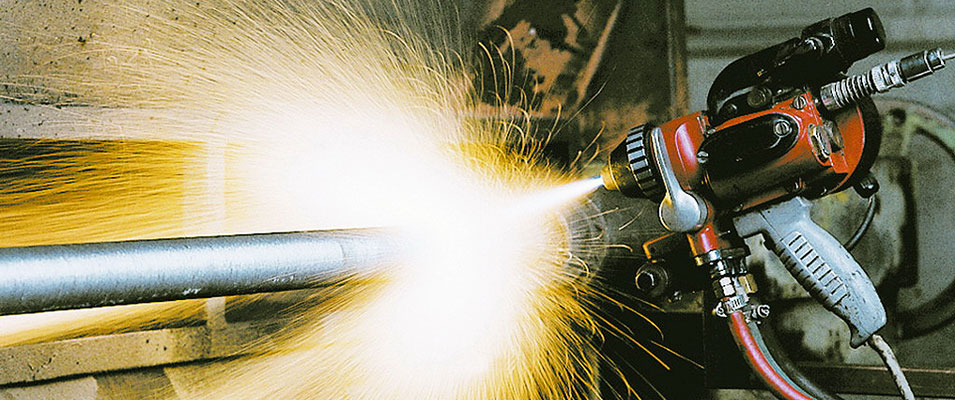
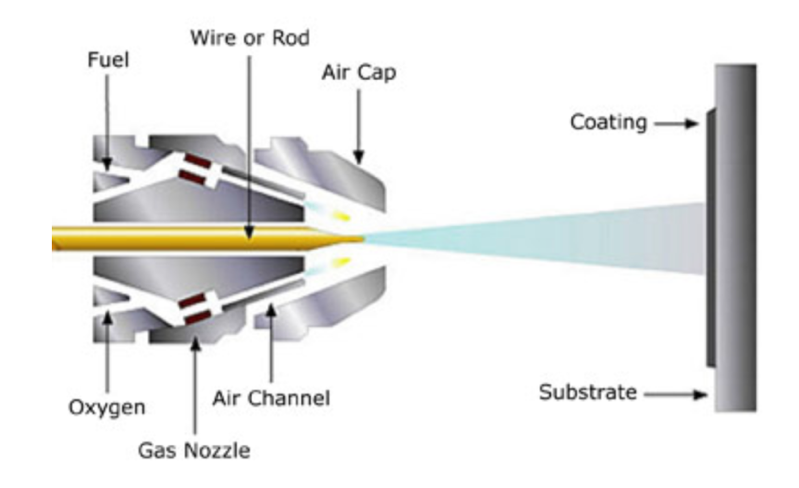
Wire metallizing involves an oxygen fuel flame(usually oxy-acetylene), a consumable wire and a pressurized gas (commonly compressed air).This combustion wire metallizing process fundamentals are relatively simple. First, an oxygen and fuel gas mixture is released from the gun head. Once mixture is ignited, a consumable wire is fed into the oxygen fuel flame. The heat from the flame melts the wire.
As compressed air comes in, it atomises the molten and semi-molten material into fine particles to help with adhesion. The consumable material adheres to the base material's surface building up a coating.
This wire metallizing system is particularly good for doing coating work on-site or at a remote locations. The wire metallizing process also allows the base material to stay relatively cool. There is no heat affected zone, substrate phase change etc.
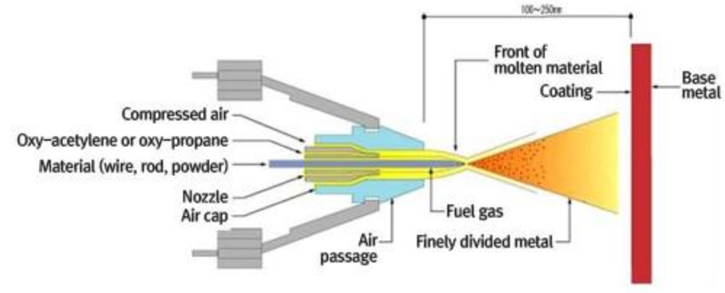
Figure : Wire Metallizing
2. Electric Arc Spray
Electric Arc Spray, sometimes referred to as Twin Wire Arc Spray.
In WWG Engineering, we simply called this process as Arc Spray…Again, in the general industrial terminology, this may also be called “Metal Spray”.
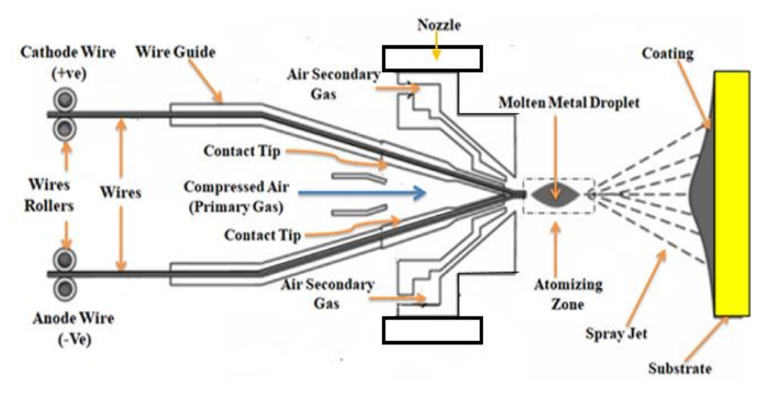
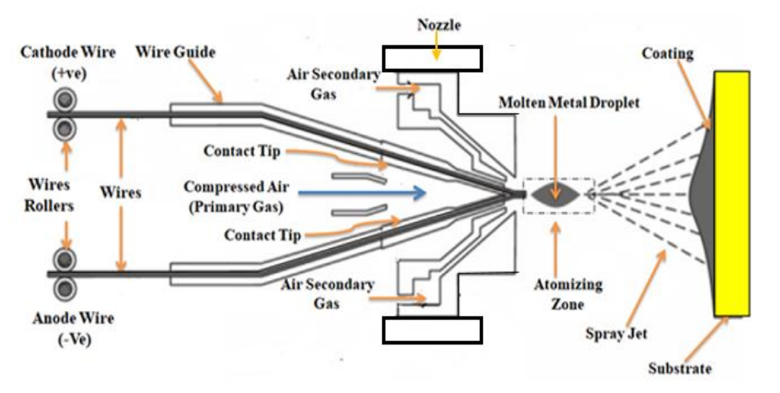
As the name Electric Arc Spray implies, this process uses an electric arc to melt wires. To create arcing, two wires of metallic material meeting at the gun tip. As electricity at the nozzle of spraying gun turned on, wires are melted with short circuit arc. Compressed air helps atomise molten particles, spraying and depositing particles onto the substratecreating the arc spray lamellar coating layers built-up.
Same as Wire metallizing, any metallic materials that can be made into wire form, can be applied in the Arc Spray process.
The Arc Spray process can be manual or automated. It is very commonly used for depositing a high-performance thermal coating onto parts that are subject to corrosion and erosion. Depending on the appropriate material selections, this coating provides an excellent protection to components against various wear and materialdegradations while enhancing their lifespan.
Both Electric Arc Spraying and Wire Metallizing are very common in industrial applications. Many coating shops started Arc Spray as their “entry level” system as well. Both are using wire, but the coating microstructure and textures differs greatly.Due to the “twin-wire” effect, Arc Spray is having bigger particles, higher likelihood of improved bonding strength due to larger heat capacity within the particles, and surface textures could be rougher in appearance.
3. Flame Powder Spray
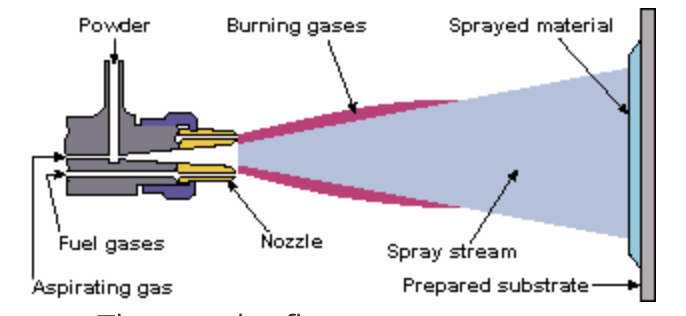
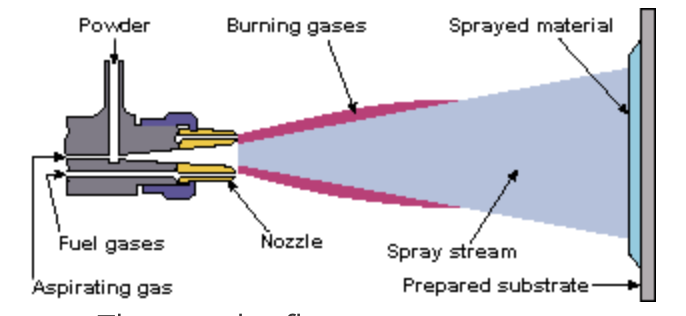
The Flame Powder Spray or Flame Thermal Sprayis another combustion thermal spraying process. In WWG Engineering, it is simply called “Powder Spray” process. This process uses a very similar technique and background Thermal Spray theory as the Wire Metallizing process, except that the wire feedstock is replaced with a powder.
The fact that the feedstock here is “powder”, it allows a much wider range of materials. Nickel or cobalt-based self-fluxing alloys or ceramic materials can be easily processed into powder form giving a larger choice of coatings. In case of self-fluxing alloy, a subsequent fusing operation would produce metallurgical bonding of coating with diffusion to the substrate. Materials that are not possibly made in wire form can now be in the form of powder.
Similar to the Wire Metallizing process, heat source for Powder Spray is Oxygen and Acetylene gas. Typically, the combustion resulting heating temperature excess of 3,000°C. As feedstock material to be sprayed is fed into the flame in the form of a powder, together with the thermal expansion of the combustion,thesematerial in the form of molten and semi-moltenparticles atomize and accelerate onto the substrate building up the coating layers. At this point, it is mainly mechanical bonding. Only self-fluxing alloy can be fused to create metallurgical bonding of the coating, having diffusion with the steel substrate.
4. Rokide Spray
The Rokide flame process is having the exact similarity as the Wire Metallizing and Flame Powder Spray process, based on system design and thermal spray theory. It is also using Oxygen-Acetylene as combustion gas. The main difference being, it is centralising on Ceramics materials, for optimum performance. Any ceramics that can be made into rod form, could be sprayed by a Rokide spray system. Because of this, in WWG Engineering, Rokide Spray is also frequently called as “Rokide Ceramic Spray”.
In actual fact, in many coating microstructural and lab evaluations, it is believed that, ceramic coating such as Chromium Oxide by done by Rokide Spray is more superior that a Chromium Oxide sprayed by Plasma Spray. It is also definitely more superior than Flame Powder Spray, in terms of porosity level, density, hardness corrosion and wear resistance.
Saint-Gobain has created the feedstock using proprietary Flexicord. Hence, any materials can be filled up in the Flexicord can be sprayed by a Rokide Gun. This includes ceramics, metal alloy and polyesters materials.
In the WWG Engineering applications recipe, unlike other flame spray processes, Rokide Spray may skip the undercoat or bonding coat when corrosion is a key concern. Example sea water application. Correct sealant is very crucial in most cases.
The most popular Rokide spray ceramics being the Chromium Oxide, followed by Aluminium Oxide (Alumina) and Titanium Dioxide….. During Rokide Spraying, ceramic rods are melted, atomised by compressed air, then projects fully molten particles onto a working substrate at high velocity.The molten ceramic particles cannot leave the spray unit until in a fully molten state. These particles have high kinetic energy and high thermal mass, thus imparting a strong, dense coating.
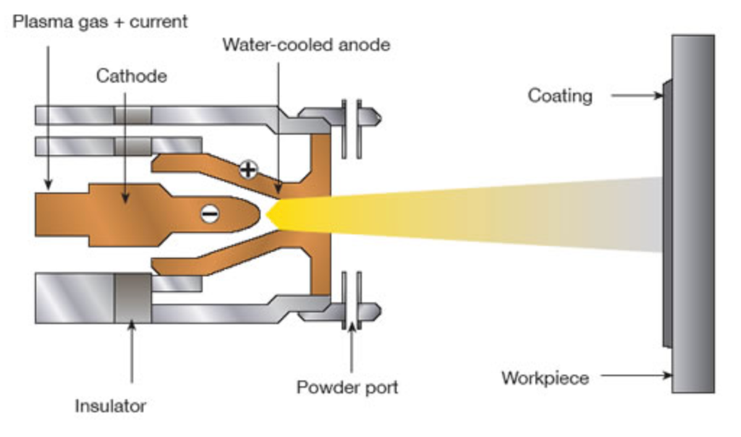
5. Plasma Spray
The invention of Plasma Spray has really revolutionise the Thermal Spray Industry, starting in the 1980s and 1990s, mainly because of its wide applications into the aero engine parts and industrial gas turbine applications.Plasma spraying is the only one among thermal spraying processes that utilize a high energy heat source to melt, atomise and accelerate fine particles onto a suitably prepared surface.
Upon impact, these molten particles cool down and solidify instantly by heat transfer to the underlying substrate and therefore form, by accumulation, a coating consisting of lamellae. The temperatures in a plasma flame are normally 10 000–15 000 deg C, while in maximum application, it can actually ram up to 30,000 deg C . Due to this high temperature, almost any materials, be it metal, carbides, ceramic such as refractory metals or oxides can be melted and deposited to form a coating by plasma spraying.
As a whole, Plasma Spray has created a huge impact in the aerospace industrial applications. It has achieved tremendous growth in the 1980s and 1990s. Its successful applications of Ceramic Thermal Barrier Coating (TBC). Boeing has qualified Plasma Flame Spray Coating in 1968, thereafter making big inroads to replace chromium plating. Allied Signal and GE has developed enormous applications for the gas turbine applications. Whereas moving into the 21st century, there are many more fascinating Plasma Spray solutions including Industrial and Semiconductor segments applications.
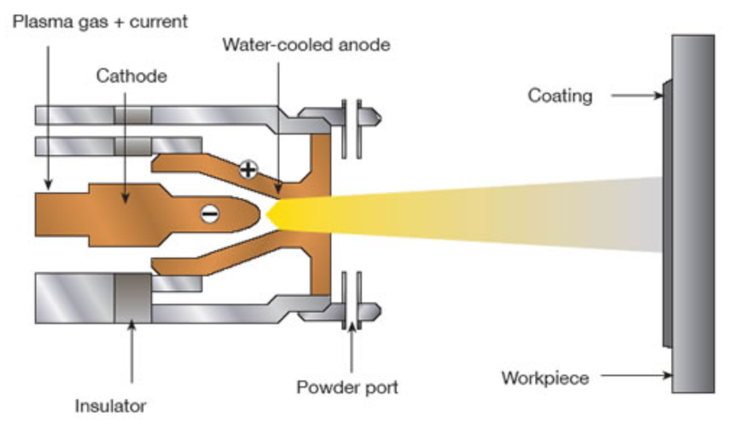
The plasma torch consists of a cone-shaped thoriated tungsten cathode and a cylindrical copper anode. Plasma-forming gases flow through the annular space between the two electrodes and an arc is initiated by high-frequency discharge.
The stream of gas which flows between the two electrodes stretches the arc, so that in its course from one electrode to the other, the arc loops out of the nozzle of the torch as a plasma flame. Gases such as Ar, He, H2 and N2 are mainly used as the arc gases for the plasma-forming.
In general Plasma System, a 200 Amperes power supply is highly desired. Due to the high heat, sufficient chiller capacity plus setting of cooling compressed air jets directing at work piece is crucial to avoid substrate overheating. Particle velocity in Plasma Spray is between Mach 1 to 3.
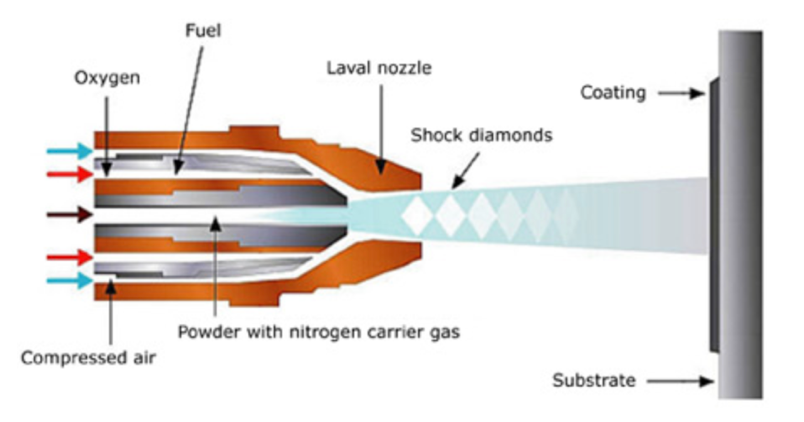
6. HVOF Coating
When HVOF process was developed in the 1980s, very frequently it was aligned side by side of the Detonation Gun process, because of the many comparable coating superiorities.
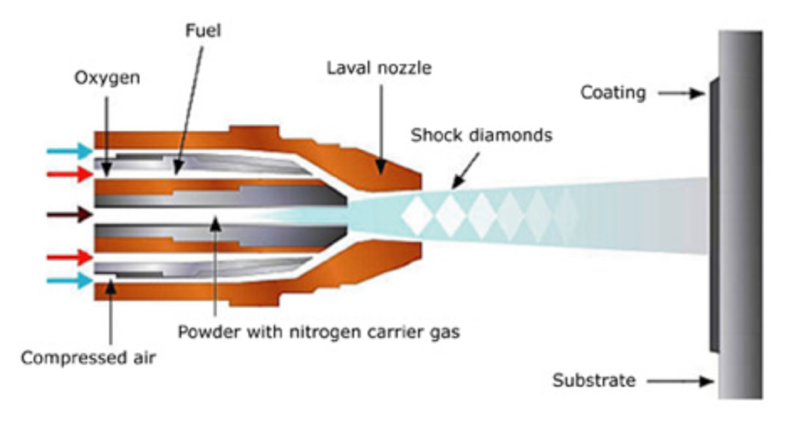
HVOF means High Velocity Oxy-Fuel. High Velocity here refers to anything between Mach 3 to Mach 7. In general, HVOF velocity is near Mach 5, or 1500m/sec. Oxy refers to Oxygen. Fuel here refers to propane, propylene, hydrogen… and a very common liquid fuel is Kerosene.
HVOFcoating is a thermal spray process in which a fuel and oxygen are mixed, fed into a combustion chamber. Once ignited, the gas produced in the combustion chamber has an extremely high temperature and pressure and is ejected through a nozzle at supersonic speeds. Powder is injected into the high velocity gas stream and propelled at the substrate to be coated.
In the HVOF spraying process, it is using very high combustion pressure, which resulting in equivalent high gas velocity, and the high velocity of the particles produces kinetic energy, which is more important than the temperature. This is because, HVOF process does not required all particles to be fully or partially molten. Due to the high velocity, particles deposition are very compact and dense.
On top of its typical characteristics of extremely high bonding, dense, low porosity (typically below 1%) and able to spray thick coating due to compressive stress nature, Besides stainless steel and other nickel based metal alloys, HVOF process is producing excellent results for deposition of carbide family materials. The reason behind this is that, all carbides are sensitive to oxidations. The low temperature of 3000 degree C, and the high velocity particle speed avoiding oxidation and any material phase transformation to take place.This allowed the chemistry of coating materials well preserved and minimal degradation. Hence HVOF process is among the best to preserve originality of the carbides. Depending on the binding Ni, Cr, or Co etc, tungsten and chromium carbides are retaining very high coating hardness and the end results aremany excellent applications against various type of wear including abrasion, fretting, galling etc, coupled with corrosion and even at elevated temperature.
Brief History of Singapore Thermal Spray Development
Mr. Willie Wong is the founder of WWG Engineering Pte Ltd, Singapore. Throughout his Thermal Spraying Coating engineering journey,he has always found it very interesting researching and looking into the history and development of Thermal Spray CoatingTechnology. Recalling more than 30 years ago in Singapore, Malaysia and many Asian countries, other than engineers in the aviation industry and OEM shops, Thermal Spraying Coating Technology was of little known to ordinaryindustrial engineers at that time.
To most industrial people at that time… including some of the small-scale jobshops operating one Electric Arc Spray System, their common terminology about Wire Metallizing and Electric Arc Spray process, simply, everyone just called it “Metal Spray”.
Early stage of Thermal Spraying Coating development in Singapore was a real tough time. Besides the fact that it was difficult to attract and recruit employees willing to get trained and work on the Thermal Spraying Coating Technology, it was hard to convince customersto even tryingthisout. Plus, many poor quality shops had actually damaged Thermal Spray Coating reputation for wrong selling approach (wrong applications), offering sub-standard work due to lacking of proper knowledge and training. As a results, users has always concerned on the “peeling off” issue of Thermal Spraying Coating applications. Most customers at that time had a wrong believe that “Chromium Plating was Cheap and Good. No Peeling-Off Coating Failure Issues.
As a matter of fact, Japan was about the only Asian country at that time, taking a far lead and already very established in the research, development and applications of Thermal Spraying Coating; Both in manufacturing and jobbing services.
We are at the Information Age now. Also known as the Computer Age, Digital Age, or … New Media Age…. Today, almost every historical and current literatures, publications, capturable information is accessible and available on the internet via search engines. This also makes literature research work on the Thermal Spraying Coating becomes easier.
Who Started Thermal Spraying Coating in Singapore?
Perhaps… it would be real interesting to find out who was first to start Thermal Spray Coating in Singapore, and… may be … what about Malaysia? For no credible reasons other than just feeling eager to find out… So far, no reliable, traceable database on this area… although in real life, quite a few has claimed that they were the very “first”.
Clearly, there were no clear documentary records of this industry, including availability from the internet search. Having saying that, it may be more fair to zero-in to say that, which of these early starters who are still currently around, running Thermal Spraying Coating businesses.
Common Types of Thermal Spraying Coating Processes:
Scientists and Engineers around the globe are always non-stop researching into new breakthrough in the Thermal Spraying Coating process and system design. Some of the most commonly seen are as follow:
- Wire Metallizing
- Electric Arc Spraying
- Flame Powder Spray
- Rokide Ceramic Rod Spraying
- Plasma Spraying
- Vacuum Plasma Spray (VPS)
- Low Pressure Plasma Spray (LPPS)
- Cold Spray
- Detonation Flame Spraying
- High Velocity Oxy/Fuel Spraying (HVOF)
- High Velocity Air/Fuel (HVAF)
More Images